ঢালাই করা অংশে কালো দাগ বা কালো অন্তর্ভুক্তি একটি বিরক্তিকর, সময়সাপেক্ষ এবং ব্যয়বহুল সমস্যা।উত্পাদন শুরু করার সময় এবং স্ক্রু এবং সিলিন্ডারের নিয়মিত পরিষ্কারের আগে বা সময়কালে কণাগুলি মুক্তি পায়।অতিরিক্ত উত্তাপের কারণে যখন উপাদান কার্বনাইজ হয় তখন এই কণাগুলি বিকশিত হয়, যা মেশিনে তাপমাত্রা না কমিয়ে দীর্ঘ সময়ের জন্য উপাদান প্রবাহ বন্ধ থাকলে ঘটতে পারে।
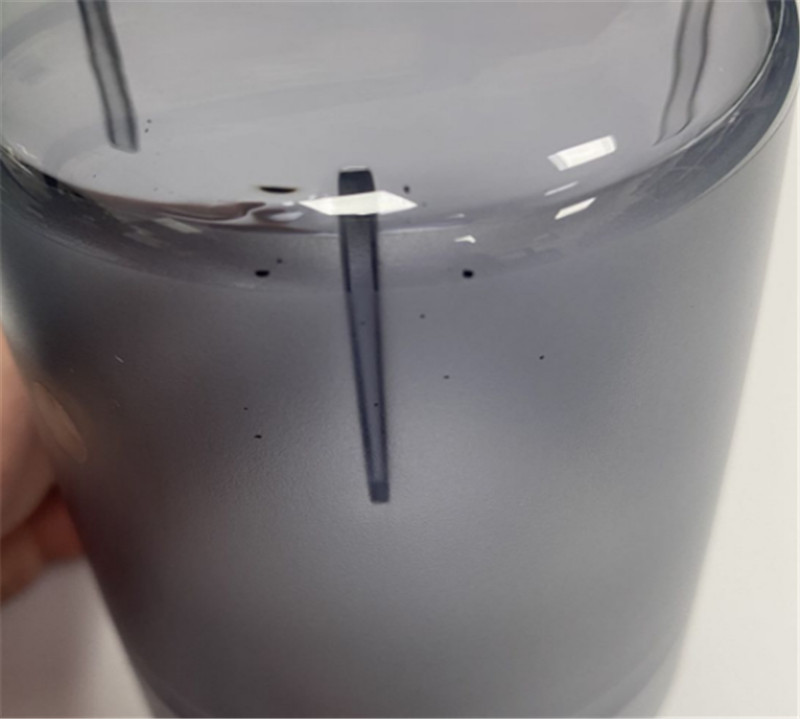
কালো দাগের কারণ
রজন পচন
যেহেতু প্লাস্টিক উপাদান একটি রাসায়নিক, এটি গলনাঙ্কের উপরে উত্তপ্ত হতে থাকলে তা ধীরে ধীরে পচে যায়।তাপমাত্রা যত বেশি হবে এবং সময় যত বেশি হবে, পচন তত দ্রুত হবে।এছাড়াও, ব্যারেলের ভিতরে, এমন কিছু জায়গা রয়েছে যেখানে রজন সহজেই ধরে রাখা যায়, যেমন চেক নন-রিটার্ন ভালভ এবং স্ক্রু থ্রেড।এই অংশগুলিতে যে রজন অবশিষ্ট থাকে তা পোড়া বা কার্বনাইজড হবে এবং তারপরে ছাঁচে তৈরি পণ্যের সাথে মিশে যাওয়ার জন্য তালবদ্ধভাবে পড়ে যাবে, এইভাবে কালো দাগ সৃষ্টি করবে।
অপর্যাপ্ত পরিচ্ছন্নতা
অপর্যাপ্ত পরিচ্ছন্নতার কারণে পূর্বে ব্যবহৃত রজন ছাঁচনির্মাণ মেশিনে রয়ে যাওয়ার বিষয়টিও কালো বিন্দুর একটি কারণ।উপরের অনুচ্ছেদে বর্ণনা করা হয়েছে, যেহেতু এমন কিছু জায়গা রয়েছে যেখানে রজন সহজেই ধরে রাখা যায়, যেমন চেক রিং এবং স্ক্রু থ্রেড, তাই উপাদান পরিবর্তনের সময় এই অঞ্চলগুলিতে একটি সংশ্লিষ্ট তীব্রতা এবং পরিষ্কারের সময় প্রয়োগ করা প্রয়োজন।উপরন্তু, প্রতিটি উপাদানের জন্য উপযুক্ত একটি পরিষ্কার পদ্ধতি নিযুক্ত করা আবশ্যক।পিসি→পিসি-র মতো অনুরূপ রজনগুলির জন্য পরিষ্কার করা তুলনামূলকভাবে সহজ, তবে যদি এটি বিভিন্ন ধরণের উপকরণ পরিষ্কার করা হয়, যেহেতু গলনাঙ্ক বা পচন তাপমাত্রা ভিন্ন, যখন রজনগুলির মধ্যে সামঞ্জস্য (সম্পর্ক) বিদ্যমান থাকে। , পরিষ্কার করা সত্ত্বেও অনেক ক্ষেত্রে এটি সম্পূর্ণরূপে অপসারণ করা যায় না।
বিদেশী পদার্থের মিশ্রণ (দূষণ)
দূষণও কালো দাগের অন্যতম কারণ।যদি ফড়িং-এ খাওয়ানো কিছু পেলেট অন্যান্য রেজিনের সাথে মিশ্রিত হয় যার পচনশীল তাপমাত্রা কম থাকে, তাহলে রেজিনের পচনশীলতার কারণে সহজেই কালো দাগ হতে পারে।উপরন্তু, পুনর্ব্যবহারযোগ্য প্লাস্টিকের দিকে মনোযোগ দেওয়া উচিত।এর কারণ হল পুনর্ব্যবহারযোগ্য প্লাস্টিক অনেকবার উত্তপ্ত হওয়ার পরে পচনের প্রবণতা বেশি (পুনরাবৃত্তির সংখ্যা যত বেশি, গরম করার সময় তত বেশি)।উপরন্তু, পুনর্ব্যবহার প্রক্রিয়া চলাকালীন এটি ধাতু দ্বারা দূষিত হতে পারে।
কালো দাগের জন্য সমাধান
1. প্রথমে, ভালভাবে ধুয়ে ফেলুন যতক্ষণ না কালো দাগ আর দেখা না যায়।
কালো দাগ চেক রিং এবং ব্যারেলে স্ক্রু থ্রেডে থাকে।যদি কখনও কালো দাগ দেখা যায়, তবে অনুমান করা হয় যে সেগুলির কারণ ব্যারেলে থাকার সম্ভাবনা রয়েছে।অতএব, কালো দাগ দেখা দেওয়ার পরে, পাল্টা ব্যবস্থা নেওয়ার আগে ব্যারেলটি অবশ্যই পুঙ্খানুপুঙ্খভাবে পরিষ্কার করতে হবে (অন্যথায় কালো দাগগুলি কখনই অদৃশ্য হবে না)।
2. ছাঁচনির্মাণ তাপমাত্রা কম করার চেষ্টা করুন
বিভিন্ন রেজিন আবেদন তাপমাত্রার সুপারিশ করেছে (ক্যাটালগ বা পণ্য প্যাকেজে এই তথ্যও রয়েছে)।ছাঁচনির্মাণ মেশিনের সেট তাপমাত্রা সীমার বাইরে কিনা তা পরীক্ষা করুন।যদি তাই হয়, তাপমাত্রা কমিয়ে দিন।উপরন্তু, ছাঁচনির্মাণ মেশিনে প্রদর্শিত তাপমাত্রা হল সেন্সরটি অবস্থিত এলাকার তাপমাত্রা, যা প্রকৃত রজন তাপমাত্রা থেকে কিছুটা আলাদা।যদি সম্ভব হয়, এটি একটি রজন থার্মোমিটার বা এর মতো দিয়ে প্রকৃত তাপমাত্রা পরিমাপ করার পরামর্শ দেওয়া হয়।বিশেষত, রজন ধরে রাখার প্রবণ অঞ্চল যেমন চেক রিং, কালো দাগের কারণ হওয়ার সম্ভাবনা বেশি, তাই আশেপাশের তাপমাত্রার দিকে বিশেষ মনোযোগ দিন।
3. বসবাসের সময় কমিয়ে দিন
এমনকি যদি ছাঁচনির্মাণ মেশিনের সেট তাপমাত্রা বিভিন্ন রেজিনের প্রস্তাবিত তাপমাত্রা সীমার মধ্যে থাকে তবে দীর্ঘমেয়াদী ধরে রাখার ফলে রজনটির অবনতি হতে পারে এবং এইভাবে কালো দাগ দেখা দিতে পারে।যদি ছাঁচনির্মাণ মেশিন বিলম্ব সেটিং বৈশিষ্ট্য অফার করে, দয়া করে এটির সম্পূর্ণ সুবিধা নিন এবং ছাঁচের আকারের জন্য উপযুক্ত একটি ছাঁচনির্মাণ মেশিন নির্বাচন করুন।
4. দূষণ বা না?
মাঝে মাঝে অন্যান্য রজন বা ধাতুর মিশ্রণের ফলেও কালো দাগ হতে পারে।
আশ্চর্যের বিষয় হল যে কারণটি বেশিরভাগই অপর্যাপ্ত পরিচ্ছন্নতা।অনুগ্রহ করে পূর্ববর্তী ইনজেকশন ছাঁচনির্মাণে ব্যবহৃত রজন পুঙ্খানুপুঙ্খভাবে পরিষ্কার এবং অপসারণের পরে কাজটি সম্পাদন করুন।পুনর্ব্যবহৃত প্লাস্টিক ব্যবহার করার সময়, খালি চোখে পরীক্ষা করে দেখুন যে ছুরিগুলিতে বিদেশী পদার্থের উপস্থিতি আছে কিনা।
পোস্টের সময়: এপ্রিল-১১-২০২৩